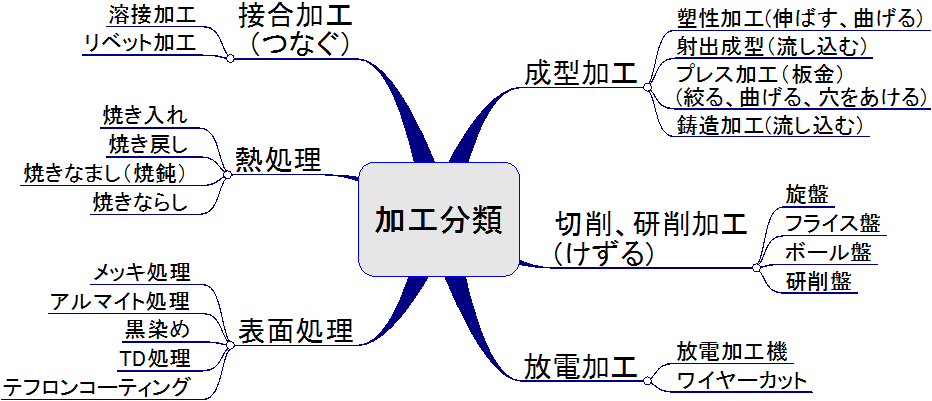
機械加工の種類
機械加工には、どのようなものがあるかを知る
| 加工の種類 | 概要 | 小分類 | 特徴 | ||
| 成型加工 | 塑性加工 | 圧延 | ローラーで挟み込み厚さを薄くしていく加工、縦横方向で機械的性質が異なる | 熱間圧延 | 熱い状態で圧延する、内部応力の蓄積小 |
| 冷間圧延 | 常温状態で圧延する、内部応力の蓄積大 | ||||
| 鍛造 | ハンマー等で叩いて結晶を微細化し強度を高めて目的の形状に成形する | 型鍛造 | 金型を使用してプレスなどで成型する | ||
| 自由鍛造 | ハンマーなどで成型する | ||||
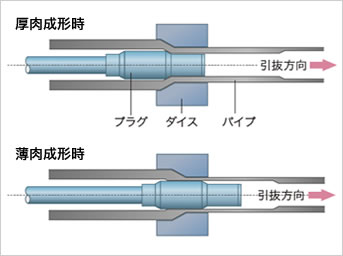
| 引抜き | パイプ形状の物をダイスを通して目的の形状に成型する | 押出しに比べて精度が良い | |||
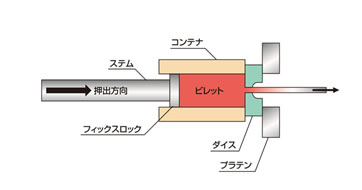
| 押出し | 材料をラムで押し出してダイスを通して目的の形状に成型する | 前方押出し | |||
| 後方押出し | |||||
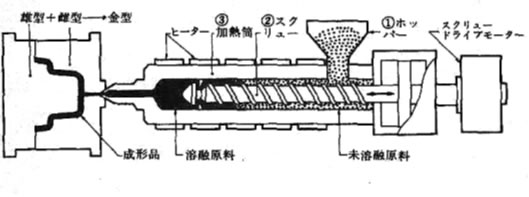
| 射出成型 | 樹脂ペレットを熱し金型へ射出して成型する | ||||
| プレス加工(板金) | 剪断 | プレス機ではトリミング、板金加工ではシャーリング機で薄板を剪断する加工 | |||
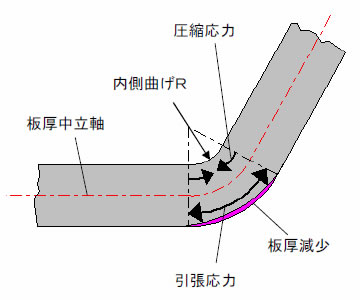
| 曲げ | 曲げ専用のプレスでは曲げたい角度のついたメス型を下においてラムで押して曲げる | ||||
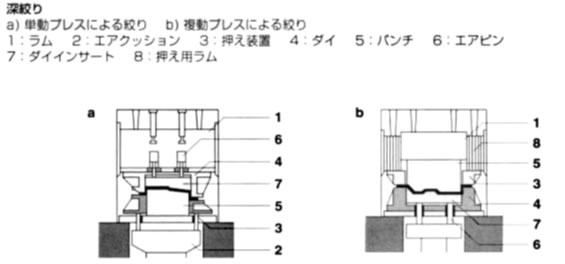
| 絞り | プレス機で金型で薄板から立体的な形状を成型する | ||||
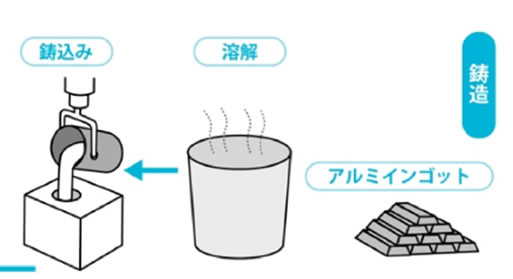
| 鋳造加工 | 融解状態にある金属を鋳型に注入して成型する | 強度や延性に乏しい、振動の伝播を減衰する(鋳鉄) | |||
| 切削、研削加工 | 旋盤 | 加工物を回転させて刃物で切削をする。主に丸物を切削する | |||
| フライス盤 | 加工物をテーブルの上に置き刃物を主軸に取り付けてテーブルを移動させて切削をする | ||||
| ボール盤 | ドリルを使用し、穴あけをするための切削機 | ||||
| 研削盤 | 砥石を高速回転させて加工物の表面を研削する、形状作成には使用されない | ||||
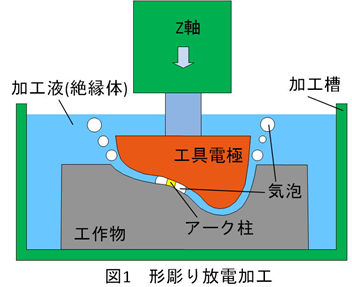
| 放電加工 | 放電加工機 | 作成形状を反転させた電極を使用して加工物に転写して成型する | |||
| ワイヤーカット | 細いワイヤーに電気を流し加工物との間に放電させて形状切をする | ||||
| 接合加工 | 溶接加工 | 接合部分を高熱にして金属を溶融させて接合させる | アーク溶接 | 母材と溶接棒との間に放電させて溶融させて接合する | |
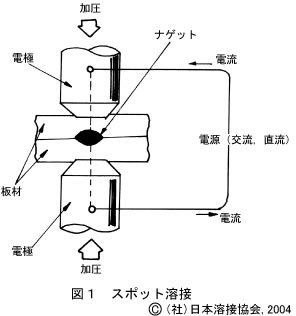
| 電極でワークを点加圧し大電流を流し電気抵抗発熱により接合する | スポット溶接 | 薄板を点(ナゲット)で溶接する。上下の電極に大電流を一瞬流して母材を融解させて接合させる | |||
| リベット加工 | ワークに穴をあけてリベットでカシメて接合する | ||||
| 熱処理 | 焼き入れ | 高温から急冷することにより組成を変化させて金属を硬くする | |||
| 焼き戻し | 100度~700度くらいの温度に一定時間保ち放冷する | やや硬さは減るが粘り、靭性が回復する | |||
| 焼きなまし(焼鈍) | 内部応力を除去する、被切削性を向上させる | 450度~650度に加熱し徐々に冷却させる | |||
| 焼きならし | 焼きなましより若干温度を高めて一定時間保ち放冷する | 焼きなましより材料に硬さを残す | |||
| 表面処理 | メッキ処理 | 亜鉛やクロームなどの被膜で保護する | |||
| アルマイト処理 | アルミニウム表面に酸化皮膜を作る | ||||
| 黒染め | 苛性ソーダ水容液中に酸化剤を混ぜ、四酸化鉄被膜を作る | ||||
| TD処理 | |||||
| テフロンコーティング | |||||
熱間圧延加工
加熱状態でローラではさみ所定の形状にする加工 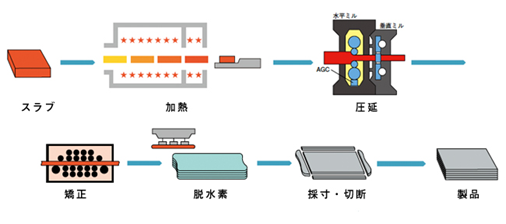
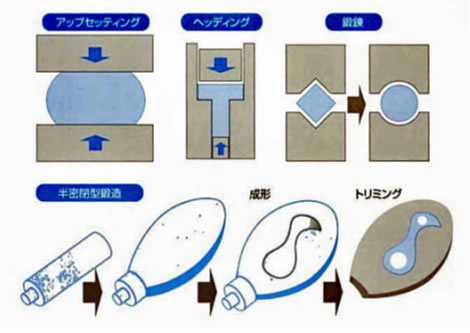
鍛造加工
金属をハンマー等で叩いて圧力を加える事で、金属内部の空隙をつぶし、結晶を微細化し、結晶の方向を整えて強度を高めると共に目的の形状に成形する。
引き抜き加工
金属の線、棒、管の断面を縮めて長さを伸ばす塑性加工
押し出し加工より高精度のものができる
押し出し加工
耐圧性の型枠に入れられた素材に高い圧力を加え、一定断面形状のわずかな隙間から押出すことで求める形状に加工する
プレス 剪断加工
板の打抜きを行うことをせん断加工という

プレス 絞り加工
プレス 曲げ加工
金属の板に圧力を加え、曲げ加工し、形状を作成する
鋳造加工
材料を融点よりも高い温度で熱して液体にしたあと、型に流し込み、冷やして目的の形状に固める加工
射出成型加工
プラスチックなどの熱可塑性樹脂を軟化する温度に加熱し、射出圧 を加えて金型に押込み、型に充填して成形する。
放電加工
電極と被加工物との間に短い周期のアーク放電によって被加工物表面の一部を除去する機械加工の方法であり、主として、従来の機械加工技術では加工できなかった硬い金属に適用される
接合加工(スポット溶接)
被溶接材料を電極で加圧しつつ電流を流し、その接触面に発生する抵抗熱により金属が溶解凝固を起して溶接する。母材内部で溶解凝固した溶接部をナゲットと呼んでおり、電極棒は加熱されないように冷却水で冷却されている。電気抵抗を利用した溶接であることから抵抗溶接とも言う。
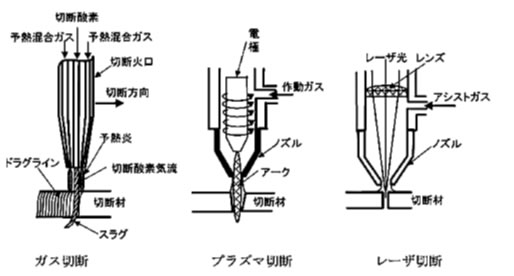
切断加工(プラズマ溶断)
プラズマ化した酸素や空気を母材に直接吹き付けることにより、瞬時に母材を溶解させ切断する
ガス切断は酸素ガスによる酸化反応切断法、プラズマ切断は高エネルギーを利用した溶断法。したがって、酸化しにくいステンレス鋼はガス切断では切断することが出来ない。