公差、はめあい
公差
許されうる加工最大誤差のことを公差といいそれぞれの国の工業規格で制定されています。
図面に指示された寸法に対し 加工物がどの範囲まで許容されるのかを取り決 めたものです。
たとえば寸法 100 と指示されたもので最大、最小いくつまで良品とするかを指示をします。 この上限を最大許容寸法、下限を最小許容寸法と言います。 この場合基準寸法は 100 になり この基準に対して + 0.01 -0.05 と指示し基準寸法の右隣に 小文字で記入します。上限下限値が+ - の符号が逆になるだけで同じ値であれば ± 0.01 と言う書き方をします。
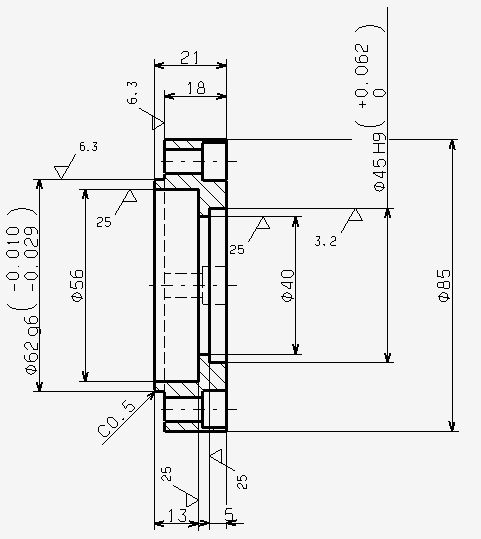
上の例では2カ所公差が入っており 基準寸法は 62 と45 になります。 それぞれ 上限値が -0.010,+0.062 下限値が-0.029 , 0になります。
なぜ はじめからこれを計算して 61.99 ~ 61.971 / 45.062 ~ 45.0と書いた方が 加工者はわかりやすいと思うかもしれません。 しかし これでは基準値がわからなくなってしまいます。
なぜ 公差を入れるかと言えば相手があるからで 相手との関係に対して いくつの 隙、または シメシロを設定するかが最大の関心事になるので基準寸法はいつでも明確にわかるようにしておきます。
では、公差のかかれていない寸法は上限、下限は適当でいいのかと言えば 実際は適当ですが 書かれていないところは 普通寸法許容差という物が制定されていてそれに従うことになっています。
なぜ 適当というかと言えばほとんどの人は気にせずに常識の範囲で製作すれば問題なくその中に入る範囲と言うことです。 しかし そのような物が存在すると言うことを知っていることは必要です。
部品を組み付けて行く上で部品の製作誤差により問題が生じたときにその普通公差に入っていない場合 当然責任を追及されます。
公差の目的
公差の目的は大きく 2つの目的があります。
一つは、コストを抑えるために、 部品の機能上どこまで精度を求めるかを示す目的です。
精度を高く追求していくと どんな部品も際限なく コストが上昇していきます。 一番良い精度設定は 機能を100% 達成できるもっとも精度が低いところです。 そこから ある程度の範囲まで 幅を持たせて精度の高い側に設定します。
二つ目の目的は、組み合わせのための公差です。 これをハメアイの公差と呼びます。
たとえばネジでもネジを廻すと言うことはオネジとメネジの間に隙があるので廻ります。 物と物が何かで規制されていても動く物は必ず隙があります。
逆に木材に釘を打ち付ける場合 釘は木材の組織を打ち破り中に入りその圧力(摩擦)で固定されます。 同じようなことをよく金属でもおこないます。 これを圧入といい、 前者をスキマバメ、 後者を シマリバメと呼びます。
また 許容誤差により スキマバメになるときもあり シマリバメになるときもある のような どちらになるか作ってみないとわからないと言う物も存在してきます。 それを中間バメと呼びます。
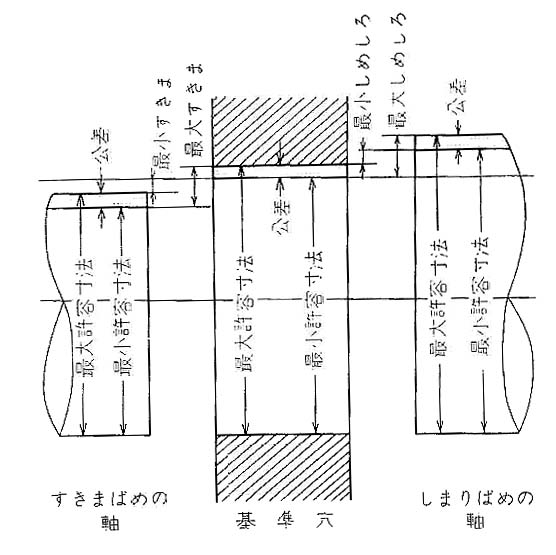 左図で見てわかるように、はめ合わされる物 一つ一つが 最大、最小許容差を持っているため どの組み合わせであれば 隙ができ どの組み合わせの時 シマリバメになるかを良く 考えなければなりません。
左図で見てわかるように、はめ合わされる物 一つ一つが 最大、最小許容差を持っているため どの組み合わせであれば 隙ができ どの組み合わせの時 シマリバメになるかを良く 考えなければなりません。
また、同じ許容差でも 100mmの穴と 1mmの穴では 意味が全く異なります。 100mmの穴に対しての許容差で0.5mmは 意味がありますが 1mmの穴に 0.5mmの許容差は 基準の寸法に対し50%の増減というのは差と呼ぶにはあまりにも大きすぎて意味をなしません。
このように このハメアイを考慮する事は以外に大変な作業になります。 従いJISでハメアイ寸法と言う一覧表を設定してます。
実際の公差の使い方
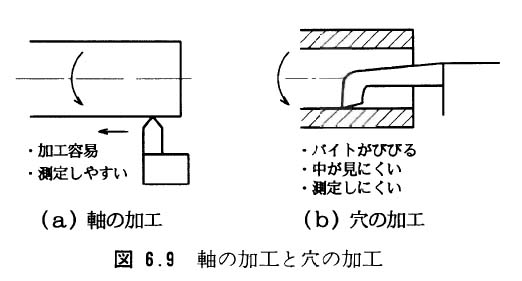
, 1 JISでは 穴基準、 軸基準の両方の寸法一覧表があります。 これはどちらか一方を固定の許容差にしておいて もう片方の許容差を増減した場合 ハメアイがどのようになるかを表した一覧表のことです。 しかし、よほど 特殊な理由が無い限りは穴基準を使用します。
それは 加工のしやすさが 軸の方がしやすいからです。 穴は下の図のように加工がしにくいため 微細な調整をするのに向いていません。 また、穴は ほとんどの場合 ドリル穴をあけた後 リーマーと呼ばれる仕上げ工具で仕上げることで期待する公差に入れることから その リーマー以外での寸法調整は行わないのが普通です。
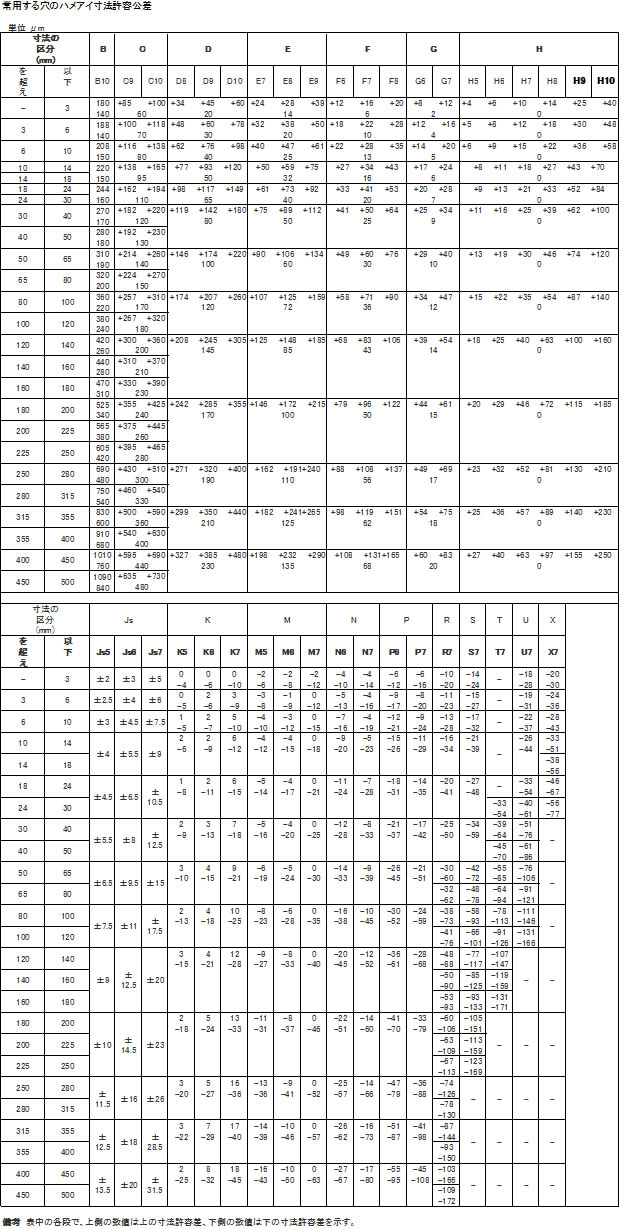
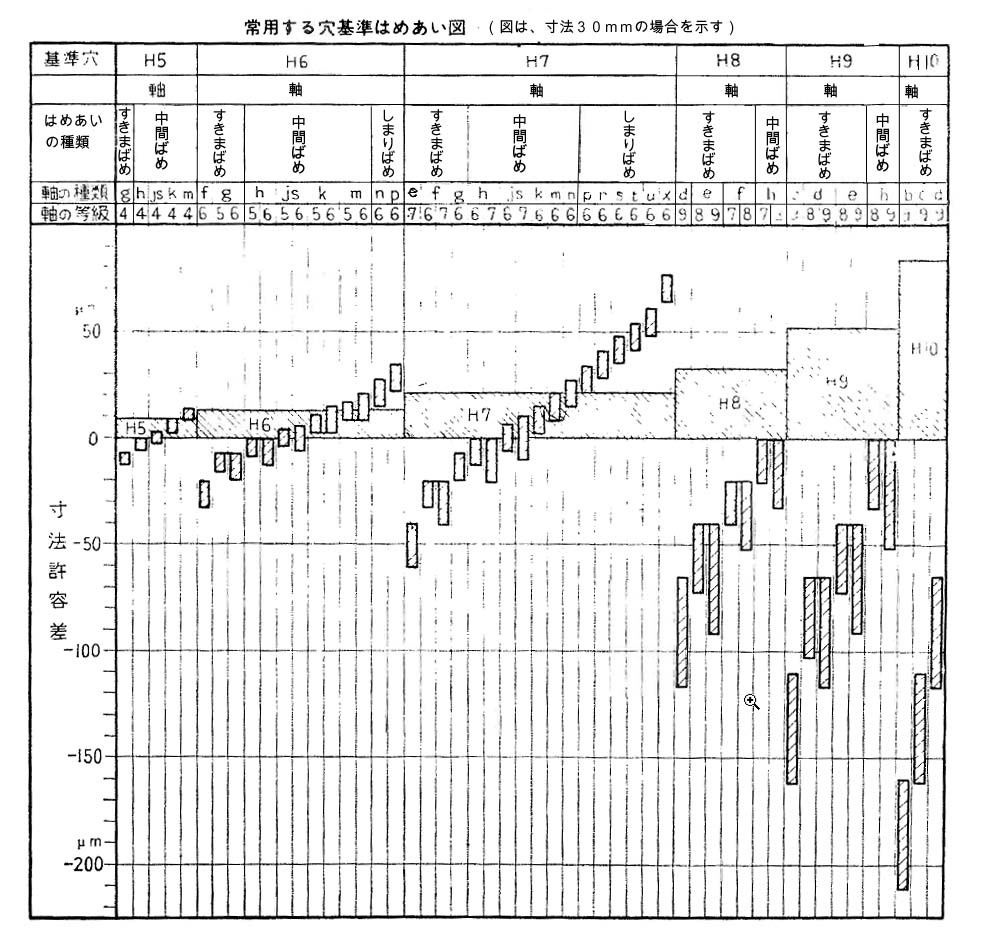
この穴の公差で一番使用されているのは H7と記してある公差です。 この記号については 後で 説明がでてきますが なぜH7かといえば最小の許容差が加工物の大きさが変わってもすべて 0に設定してあるため 加工者がいちいち 数値を覚える必要が無いからです。
ハメアイの表記
公差は アルファベットで表し 穴(メス)は大文字、 軸(オス)は小文字で表します。 A~Zまでありますが I L O Q W はほかの字と混同しやすいので使用されません。
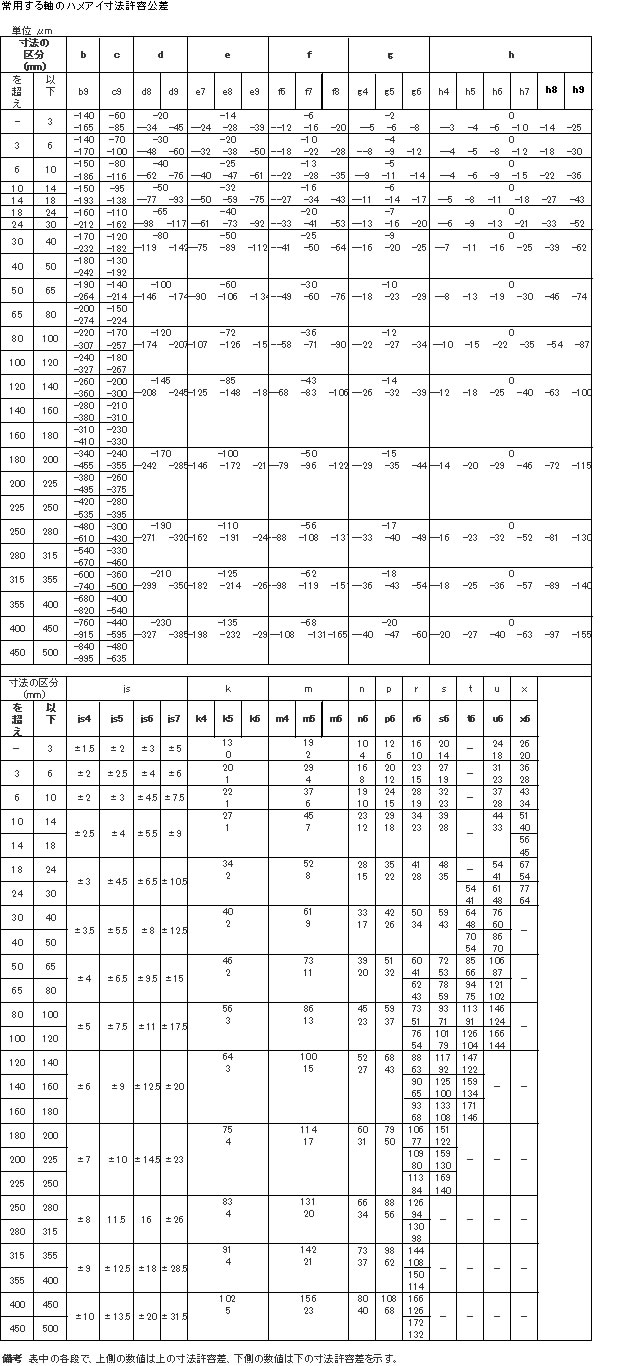
穴はアルファベットが進むにつれて穴径が小さくなり 逆に 軸は太くなります。 また、同じアルファベットの中でも公差の幅が大きい物、小さい物がありこれを数字で表します。 この数字のことを等級と呼び数字が少なくなるほど精度が高くなります。(許容差が狭くなる) 下記にそれぞれの一覧表をしめします。
- 常用する穴の寸法許容差
- 常用する軸の寸法許容差
- 常用する穴ハメアイ図
- 常用する軸ハメアイ図

実際の公差の使い方
さて やっと本当の公差の決め方を話せます。 結論から言いますとこれと言った決まり事はなく、これこそ長年の感と経験になります。一番確実な方法は実績のある図面を参考にする。 カタログに記載されている公差を守る。
先にも書きましたがベアリングの圧入などをのぞき、穴はほとんどH7なので後は軸の公差をどのように調整していくかです。
それぞれの機械であまり多くの種類は使用していないのが普通です。
どのケースの場合にどの公差をしようするかは暗記してしまうのも有用です。
そこから今回は少しラフにしたいとか、もっと精度を上げたいとかと言う調整をするようにしてください。
公差は企業が持っているノウハウの一つです。
ベアリングを多段に組み付ける場合は、公差だけでは管理仕切れないので組み付けた寸法を計測し調整用のカラーを研磨してシメシロを調整します。
その後 回転負荷を規定時間与えて温度上昇をチェックします。 車のエンジンのピストンとケースも最終組み立て工程で決められた密封性が確保できているかどうかをチェックしています。
判断基準の大元はやはり シマリバメなのか スキマバメのかどちらにしたいのかを考えることです。 すきが0というのは普通の状態では入らないことを意味しています。
シマリバメの場合通常 軸を冷やすか、穴を暖めるか 油圧などで相当な力をかけて押し込まないと入りません。上のハメアイ図を参考にしてください。
本当に何を指定して良いかわからないときには H8 / f7を指定しておけば 大きくは違わないでしょう。
私の経験上 物自体が大きくなると(500mm位を超えると)JISの公差表より1ランク位余分な隙をつけておかないと組み付けられないことが多くありました。 一つには寸法管理、測定が大変になってくること(温度変化、測定誤差がでやすくなります)などの影響を受けていると思います。
はめあいの定義
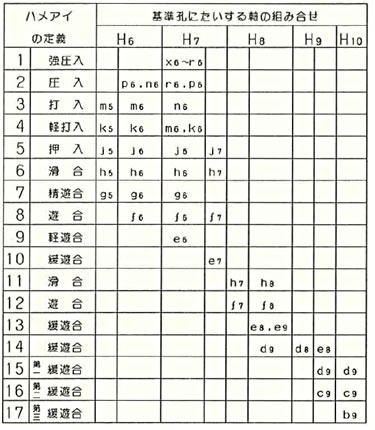 1、強圧入
1、強圧入
一番かたいシマリバメキー,押しネジピン等は用いないで永久に付けるものです。たがいlこ固定するときは、油圧機などの機械の力をかりて、強く圧入したり、または焼きバメや冷やしバメではめこみます。なあボス側(穴側)は、鋼lこかぎります。
2、圧入
やはりしっかりとしたシマリバメですが強圧入ほど強くなく回転どめには、キー、押しネジ、.ピンなどを用います。 はめこむには、ネジ,プレス,アーバープレスなどを利用しますが、押し出し、 いいかえれば、取り外すこともできるものです。ボスは、鋳鉄でもよいです。
3 、打入, 4、 軽打入
やはり固定するものですが、はめこむのには、大きい力はいりません。カナヅチなどで、たやすく打込んだり、打扱いたりすることができる程度の固定のしかたです。.しかし、廻ったり動いたりはしないものです。
. 5、押入
木槌や金槌などで、簡単|こ組立,分解できる程度のものです。しかし,少しで も運動する部分には使いません。
6、滑合
手でも動かせば動かすことのできるくらいのもので、潤滑剤を使って動かすようなところに適用します。
7、精遊合
わずかなスキマがあり潤滑剤を使って、たがいに低速度で運動するところに適用します。
8、遊合
小さいスキマがあり潤滑剤を使って、精密な運動をするようなところに適用します。
9、軽遊合
潤滑剤を使い、たがいに運動するところに適用しますが、かなりスキマかあります。
10、緩遊合
軽遊合よりは、スキマガ大きいものですが、やはり潤滑剤を使って、たがいに運動すると ころに適用レます。
11、.滑合
この滑合は、6 の滑合と違って、8~ 9 級公差で、潤滑剤を使わなくても、手でたやすく 動かすことガできる程度のハメアイ部分に適用します。
12、遊合
これも8の遊合よりゆるい公差で、そうとう大きなスキマのある運動部分に使います。
13、軽遊合 14、緩遊合
やはり9.10よりゆるい公差で、かなり大きなスキマのある運動部分に使います。
15、第一緩遊合
大きい製作公差がある部分ではあるが、できるかぎりスキマを小さくしたいというハメアイ部分に適用する。
16、第二緩遊合
第一緩遊合よりスキマが大きくてよい揚合lこ適用します。
. 17、第三緩遊合
第一,第二緩遊合よりさらにスキマは大きくなる.
公差は必要のないところには入れない
穴径がH穴の場合 自動的に位置の寸法にも公差を入れる人がいますが 本当に必要かどうか、必要がなければ入れてはいけません。
公差を入れると加工費が増大し 検査も余分に必要になりコスト増となります。
一度、加工は無理かもしれませんが公差の測定を経験されることをおすすめします。
図面に簡単に公差はかけますが実際に加工し測定することによりどのようなことをその図面は要求しているのかがよくわかります。
集積公差(累積公差)
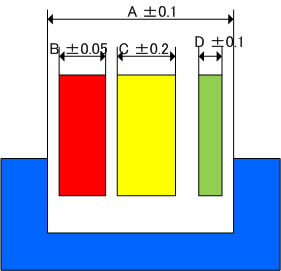 はめあいの部品が、1対1の場合は、単純に足し算、引き算で隙、または締め代がわかりますが、右のように実際の組み立てには複数ので部品を合わせて組み付けるケースも多く出てきます。
はめあいの部品が、1対1の場合は、単純に足し算、引き算で隙、または締め代がわかりますが、右のように実際の組み立てには複数ので部品を合わせて組み付けるケースも多く出てきます。
どのように公差を決めていくかは、多くの事柄を考慮しなければなりません。 公差というのは許容しうる誤差の範囲を示すものですから、加工に影響する場合、組つけに影響する場合の両方を考慮しなければなりません。 片方に重きを置き過ぎると必要のないところにコストをかけることになります。 極端に言うと1台しか作らないのであれば右の場合A~Dの公差はすべて廃止してDの部品を組み立て時に実物を測定後加工にすることもあります
。 製作する上でどうしたらコストが抑えられるかを考えることが公差を決める方法です。
下のTech-onさんのコラムがとても参考になります。
また正規分布、平均ニ乗和 等の統計手法が多く出てきますが、これらは生産管理技術の重要な要素です。
一部抜粋ですが参考に 正規分布の見方をpdfとしました。